一、浇铸尼龙简介
尼龙材料以其强度高、硬度大、韧性好,低蠕变耐磨耗及化学稳定性好而著称,浇铸尼龙制品作为工程塑料之一,除具有普通尼龙材料的特点外,由于其分子量大、结晶度高,机械强度比一般尼龙高1.5倍,能直接铸造成型几十公斤乃至上百公斤大型机件,在冶金、化工.特别是当代机械装备制造产业,应用前景十分广阔。
浇铸尼龙在机械方面作为减振耐磨材料代替有色金属及合金钢,自润滑性使其不伤对磨件,减少磨耗,从而延长零件使用寿命,降低成本,并且降低了机械振动,磨擦噪音。在不宜加润滑油的传动磨耗领域(如医疗、卫生、食品行业等)更是表现出不可代替的价值。一个400公斤尼龙制品,它的实际体积相当于2.7吨钢或3吨青铜,采用MC尼龙零部件,不仅实现了设备轻量化,提高了机械效率,而且一般使用寿命可提高4-5倍。
我国自七十年代开发引进MC尼龙。但由于技术、成本、原料供应等原因,至今MC尼龙制品一直没有实现大规模自动化生产,且产品质量一直没有较大的突破。而国内MC尼龙生产中使用的催化剂体系一直没有大的改进,绝大多数厂家仍然是沿用NaOH+TDI体系。德国布吕格曼公司作为全球专业的尼龙添加剂生产商,推出新一代浇铸尼龙专用催化剂及增韧改性剂,将为您解决现在生产上的问题及大幅度提高产品性能提供了极为有力的支持。
浇铸尼龙与尼龙6的物性比较
性能 |
单位 |
尼龙6 |
MC尼龙 |
比重 |
g/cm3 |
1.14 |
1.14~1.16 |
吸水率 |
% |
1.6~2 |
0.9 |
热变形温度 |
0c |
45~50 |
120 |
熔点 |
0c |
215 |
225 |
线胀系数 |
10-5 / 0c |
8.3 |
4~7 |
抗拉强度 |
MPa |
74~78 |
75~110 |
抗拉弹性模量 |
MPa |
26000 |
40000 |
抗压强度 |
MPa |
84 |
100~140 |
抗弯强度 |
k MPa |
100 |
140~170 |
抗弯弹性模量 |
MPa |
24000~26000 |
42000 |
冲击强度(无缺口) |
KJ/m2或kg/ cm2 |
3.1(缺口) |
>500 |
伸长率 |
% |
150~200 |
20~30 |
硬度 |
(D、R、HB) |
R114 |
R110~120 |
摩擦系数 |
|
0.39 |
0.09~0.3 |
体积电阻 |
Ωcm |
1014~15 |
6×1012 |
表面电阻 |
Ω |
9.7×1014 |
9.7×1014 |
介电常数 |
60赫 |
4.1 |
3.5~6.5 |
击穿电压 |
KV/mm |
22 |
>15 |
二、传统浇铸尼龙的制备工艺
以NaOH/TDI体系为例
1、配方
己内酰胺:NaOH:TDI =1:0.002:0.003
2、浇铸生产工艺(以真空脱水法为例)
①、将己内酰胺单体加热熔融,加入0.2%的催化剂NaOH,搅匀,升温抽真空,在110℃下保持15―20分钟,水分含量需降至300ppm以下。
②、停止抽真空脱水后,加入0.3%的助催化剂TDI,搅匀后迅速浇铸到模具中。通过烘箱使模温保持在160℃-170℃,约15-20分钟,聚合反应完毕。
③、脱模后的制品经水煮或油浴等热处理和切削、打磨等机械加工,最终成为可供使用的产品。
根据制品的设计要求,可适当调整催化剂和助催化剂的添加量。当生产改性浇铸尼龙需加入耐磨、增强、增韧组分时,需要加大催化剂和助催化剂的用量,以降低以上组分的阻聚影响。
三、新型浇铸尼龙制备工艺-BRUGGOLEN®C10/C20P
1、C10/C20P体系的配方
己内酰胺:C10:C20P =1:0.015~0.030:0.015~0.030
出于经济成本等因素的考虑,使用NaOH/C20P体系也可使聚合反应的分子量有较大幅度的提高,只是因为NaOH依旧会使制品颜色发黄。
2、因C10、C20P的常温外观都为白色小薄片,为了保证熔融混合均匀,C10、C20P应当分别熔于单独的储罐中。
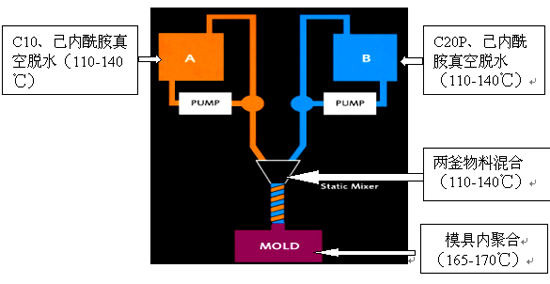
3、C10/C20P体系浇铸生产工艺
①、将己内酰胺分成两份各50%,分别放入A、B两个反应釜。接着按比例将C10、C20P分别放入A、B两个反应釜,考虑增韧改性时,增韧剂C540应与C10同放于A反应釜。
②、将A、B两个反应釜升温至110-140℃左右,真空脱水15-20分钟。
③、在混合容器中快速将A、B两釜中的物料混合,并加入预热165-170℃左右的模具中进行聚合。
④、保温15-20分钟后脱模取出制品,聚合反应完成。
⑤、脱模后的制品经水煮或油浴等热处理和切削、打磨等机械加工,最终成为可供使用的产品。
浇铸生产流程图:
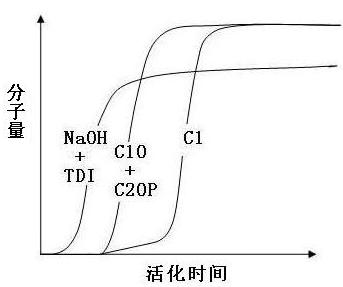
4、催化剂的加入将会有一段诱导活化时间,随后聚合反应迅速进行,分子量快速上升,见下图:
四、BRUGGOLEN®C10/C20P体系的经济价值
BRUGGOLEN®C10 用作己内酰胺阴离子聚合反应的催化剂,连同助催化剂C20P组成的催化剂体系,使浇铸尼龙制品能够在较短的生产周期(不到10分钟即可脱模),较低的浇铸温度(熔融温度110-140℃,模温130-170℃)取得稳定优秀的品质效果。
使用BRUGGOLEN®C10/C20P体系有如下优点:
得益于BRUGGOLEN®C系列极小的含水量和高效的催化活性,聚合反应充分进行,分子量可达8W,分布较窄。由此得到了综合机械性能非常优秀的浇铸制品。
模具保温时间可节约三分之一以上,10分钟即可得到均匀的浇铸制品,生产效率大为提高。
由于BRUGGOLEN®C系列极小的含水量和高效的催化活性,不必因为阻聚作用而使用高温进行浇铸聚合。
适宜的浇铸温度使得气泡得到减少。另外极低的含水量同样大幅度减少气泡和缩孔,应力问题也得以解决。
BRUGGOLEN®C系列较低的含水量使得在较短的抽真空时间里达到300ppm以下,提高了生产效率。
相较于NaOH/TDI体系,制品色泽好,C10极大的改善了制品发黄的弊端,且C20P用在浅色制品上可以使着色更加均匀。
符合环保使用要求,毒性低,气味轻,腐蚀性小。
五、浇铸尼龙增韧改性剂-――――BRUGGOLEN®C540
由于浇铸尼龙自身特点及现有生产工艺所限,各生产厂家不同程度的存在制品易开裂变形,实际使用中发脆断裂等现象。BRUGGOLEN®C540作为一种专门针对浇铸尼龙开发的增韧剂,取代六磷铵和十二内酰胺等传统增韧剂。根据不同的产品定位设计,调整C540的添加量,可满足不同领域的使用要求。具体数据如下:
经过增韧的浇铸尼龙的性能 |
BRUGGOLEN®C540的添加量 |
性能项目 |
单位 |
测试标准 |
10% |
15% |
20% |
25% |
密度 |
g/cm3 |
ISO1183 |
1.13 |
1.13 |
1.12 |
1.11 |
拉伸强度 |
N/mm2 |
ISO 527 |
53 |
41 |
31 |
23 |
抗冲击强度(23℃) |
kJ/m2 |
ISO 180 |
14 |
43 |
60 |
72 |
抗冲击强度(-40℃) |
kJ/m2 |
ISO 180 |
8 |
10 |
24 |
32 |
球压硬度 |
N/mm2 |
ISO2039
Part1 |
120 |
85 |
62 |
55 |
硬度 |
Shore D |
ISO 868 |
80 |
78 |
75 |
60 |
|
